
选择高地就是选择质量 公司电话:0632-5806100
18563225657


|
最大工件直径 |
有小立柱:550m |
工作台孔直径 |
80mm |
|
无小立柱:800mm |
|||
|
最大模数 |
10mm |
工件必轴座孔锥度 |
莫氏5号 |
|
最大加工宽度 |
300mm |
工作台直径 |
650mm |
|
工件最少齿数 |
Z最小k滚刀头数=8 |
主轴转速级数 |
8级40-200r/min |
|
刀架最大垂直行程 |
350mm |
刀架滑板快速移动速度 |
不大于540mm/min |
|
刀架最大回旋角度 |
240° |
工作台快速移动速度 |
不大于500m/min |
|
滚刀轴心到工作台面的距离 |
最大585mm |
工作台面到外支架轴承端面的距离 |
最小400mm |
|
主轴孔锥度 |
莫氏5号 |
轴向进给量级数及进给量范围 |
12级0.4-4mm/r |
|
允许安装滚刀的 |
最大直径180mm |
主电动机功率及同步转速 |
N=5.5KW 1500r/min |
|
最大长度180mm |
|||
|
滚刀最大轴向移动量 |
50mm |
轴向快速电动机功率及同步转速 |
N=1.1KW 1500r/min |
|
滚刀心轴直径 |
ф22 ф27 ф32 ф40mm |
工作台快速电动机功率及同步转速 液压泵电动机功率同步转速 |
N=0.55KW,1500r/min N=1.1KW,910r/min |
|
滚刀轴心到工作台轴心间的距离 |
最大 550mm |
机床重量级 |
5500kg |
|
工作台液压快速移动距离 |
50mm |
机床轮廓尺寸 |
2752X1490X1870mm |
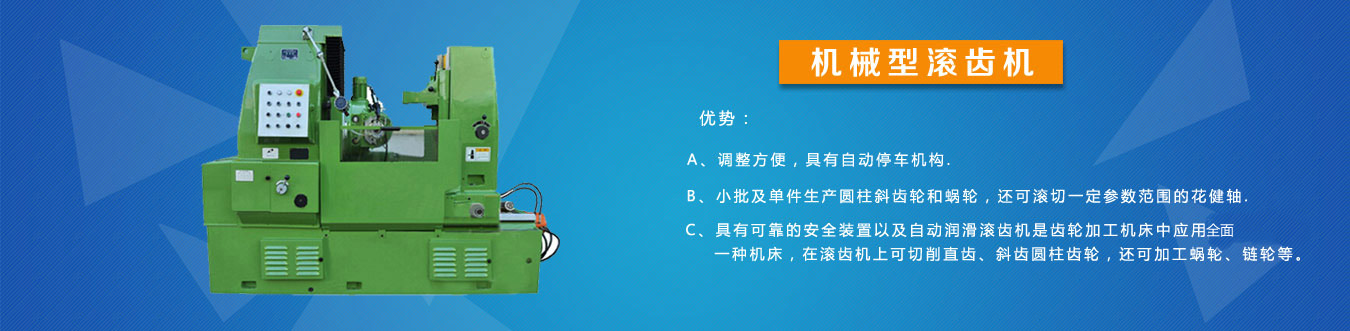
Y3180H滚齿机,能加工直齿和斜齿圆术齿轮、蜗轮、链轮及短花键轴,适于单件、小批或成批生产齿轮的工厂使用。机床结构优良,刚性强,工作精度好,操作方便,调整简单。加工齿轮时,机床可按顺铣或逆铣方式工作。机床带有自动停机机构、安全装置及自动润滑系统。
滚齿机工作原理:
滚齿机工作时,滚刀装在滚刀主轴上,由主电动机驱动作旋转运动,刀架可沿立柱导轧垂直移动,还可绕水平轴线调整一个角度。工件装在工作台上,由分度蜗轮副带动旋转,与滚刀的运动一起构成展成运动。滚切斜齿时,差动机构使工件作相应的附加转动。工作台(或立柱)可沿床身导轧移动,以适应不同工件直径和作径向进给。有的滚齿机的刀架还可沿滚刀轴线方向移动,以便用切向进给法加工蜗轮。大型滚齿机还设有单齿分度机构、指形铣刀刀架和加工人字齿轮的差动换向机构等。
滚齿机运动复杂,故传动系统的组成也较复杂。它既含有外链、内链,又含有合成机构。这比某些传动系统只含外链的机床(如普通铣床、钻床),或虽含外链、内链,但不含合成机构的机床(如普通车床),更具有运动分析的代表性。
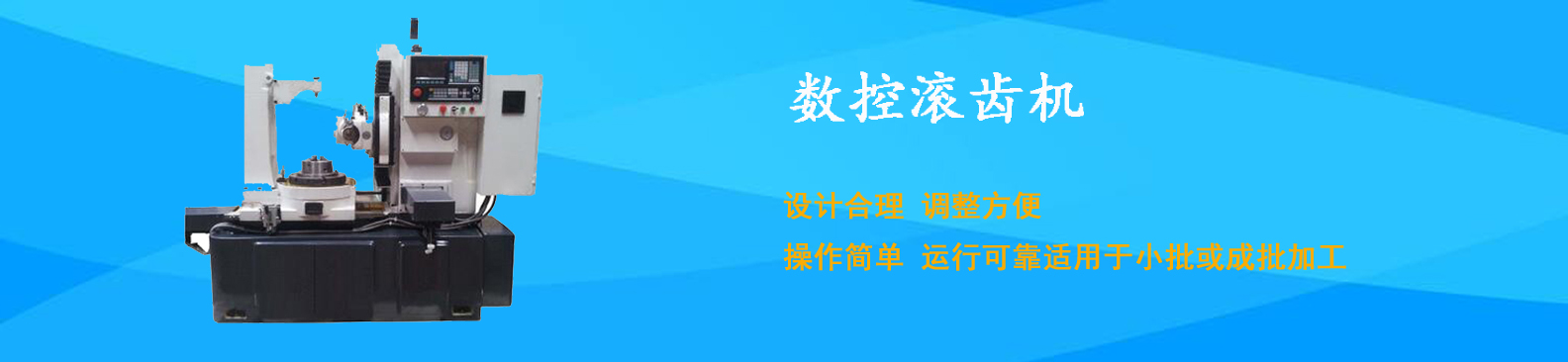
滚齿机按布局分为立式和卧式两类。分别有数控滚齿机,小型滚齿机,少齿数滚齿机等等。滚齿机的特点如下:
1.适用于成批,小批及单件生产圆柱斜齿轮和蜗轮,尚可滚切一定参数范围的花健轴;
2.调整方便,具有自动停车机构;
3.具有可靠的安全装置以及自动润滑系统。
滚齿机的刀具(齿轮滚刀 )具有什么性能和特点?
1. 切削部分的材料: 作为刀具切削部分的材料,应具有下列几个方面的基本性能: (1) 较高的常温和高温硬度; (2) 必要的强度和韧性; (3) 较高的耐磨性; (4) 良好的热导性和耐热性; (5) 较好的化学惰性。
2. 刀体材料 由于硬质合金材料比较昂贵,烧结和加工也比较困难,所以滚刀一般都做成非整体式结构。材料应考虑到滚到的结构形式和工艺要求,并应具有较高的硬度。可选用中碳合金钢40Cr、40CrNiMo、50CrV或工具钢T10A、T12A、9SiCr等。 对于焊接式滚刀,不仅应具有硬度高,变形小的性能,还应当有较好的可焊性,通常可用9SiCr等工具钢。
3. 结构形式 分为机夹式、焊接式和机夹——焊接式。 机夹式一般用于m10以内的滚刀。结构比较复杂,加紧的可靠性较差。 焊接式结构简单,连接强度高,刀片烧结容易、材料节省,因此应用较广泛。但焊接工艺复杂,焊接应力大,刀片和刀体易焊裂。
4. 基本尺寸 滚刀具有外径、孔径、长度等基本尺寸。这些基本尺寸要根据滚刀的规格、用途、结构形式和机床条件等因素进行确定。 由于滚刀的结构形式和设计原则不同,各厂生产的滚刀的基本尺寸也不尽相同,没有统一标准。 为了避免刀杆的弯曲振动,滚刀应具有较大的孔径。 滚刀的长度由切削部分和轴台部分组成。滚刀工作长度较短,为了便于制造,基本长度可按三圈完整螺纹计算。
5. 刀齿的角度
(1) 前角 试验和使用情况表明:随着滚刀负前角的增大,滚齿过程变得平稳。刀齿的耐用度明显提高。但是,负前角值越大,保证滚刀的齿形精度就越困难。 一般选用-30°左右的前角。
(2) 后角 由于刀刃切入齿面比较困难,而且刀齿具有负前角,为了使刀齿保持较好 的锋利性,应采用较大的后角。 而且试验表明:刀具的耐用度随后角的增大而成比例的提高。 因此通常采用12°~15°的后角。
滚刀和工件如何装夹 ?
1. 滚刀的装夹 滚刀应装在刀杆上。滚刀与键的配合有一定的间隙,因此,滚刀装到刀杆上以后,要对着其旋转方向滚刀,使受力一侧的键与槽面贴紧,然后拧紧螺帽,避免在切齿时产生松动而引起刀齿崩刃。
2. 齿坯的装夹 通过检验径向跳动和端面跳动来保证。 夹具大部分采用夹具体(滚齿底座)与心轴组合的结构。依靠齿坯内孔与心轴之间的配合决定中心位置(不用找正),以端面为基准面定位夹紧。 心轴可换,因此通用性好,且结构简单,加紧方便可靠,质量稳定,精度高,生产效率高。
切削运动 滚齿属于展成法加工,是按涡轮蜗杆相啮合的原理进行加工的。加工及定位原理分别是:
1. 主运动: 指滚刀的高速旋转。
2. 分齿运动(展成运动): 指滚刀与被切齿轮之间按速度比保持涡轮蜗杆啮合关系的运动。
3. 垂直进给运动: 为了在齿轮的全齿宽上切出齿形,滚刀需要沿齿宽方向进给运动。工件每转一转滚刀移动的距离,成为垂直进给量。
定位原理
1. 心轴的定位: 三爪:X、Y平动,X、Y轴旋转; 工作台:Z平动。
2. 齿坯的定位: 心轴:X、Y、Z平动,X、Y轴旋转; 键:Z轴旋转。
3. 定位出现偏差可能导致的后果:
(1) 垂直刀架方向定位不准确: 分度圆、齿根圆直径发生改变;
(2) 心轴与刀架不垂直: 齿轮产生锥度。
轴齿轮是变速箱中主要的零件,其加工精度的高低直接影响变速箱的整体质量。目前我们采用的轮齿齿部加工方法是滚齿一剃齿法。要通过滚、剃齿工艺制造出高精度齿轮,就必需把滚、剃工艺水平施展到良好。而剃齿精度在很大程度上依鞍滚齿精度,所以滚齿中的一些误差项目必需严格控制,才能制造出高质量齿轮。滚齿是一种常用的齿轮加工方法,在精度很高的滚齿机上,采用精密滚刀,可以加工出45级精度的轮齿。在普通级滚齿机上,用普通精度滚刀,只能加工出8级精度轮齿。变速箱轴齿轮齿部要求的精度为877级,而且滚齿加工时主要是以两中央孔和端面做定位基准,因此分析滚齿的误差来源,把握保证和进步加工精度的方法非常重要。
齿向误差分析
齿向误差是在分度圆柱面上,全齿宽范围内,包容实际齿向线的两条设计齿向线的端面间隔。引起齿向误差的主要原因是机床、刀架的垂直进给方向与零件轴线有偏移,或上尾座顶尖中央与工作台回转中央不一致,还有滚切斜齿轮时,差动挂轮计算误差大,差动传动链齿轮制造和调整误差太大。另外夹具和齿坯制造、安装、调整精度低也会引起齿向误差。
齿面粗拙度分析
齿面粗拙度不好一般有几种现象:发纹、啃齿、鱼磷、撕裂。
引起齿面粗拙度差的主要原因有以下几方面:机床、刀具、工件系统整体刚性不足、间隙大;滚刀和工件相对位置发生变化;滚刀刃磨不当、零件材质不平均;切削参数选择分歧适等。
齿形误差分析
齿形误差是指在齿形工作部门内,包容实际齿形廓线的两理想齿形(渐开线)廓线间的法向间隔。在实际加工过程中不可能获得完全准确的渐开线齿形,老是存在各种误差,从而影响传动的平稳性。齿轮的基圆是决定渐开线齿形的惟一参数,假如在滚齿加工时基圆产生误差,齿形势必也会有误差。基圆半径R=
滚刀移动速度/工作台回转角速度xcosao(ao为滚刀原始齿形角),在滚齿加工过程中渐开线齿形主要靠滚刀与齿坯之间保持一定速比的分齿来保证,由此可见,齿形误差主要是滚刀齿形误差决定的,滚刀刃磨质量不好很轻易泛起齿形误差。同时滚刀在安装中产生的径向跳动、轴向窜动(即安装误差)也对齿形误差有影响。常见的齿形误差有分歧错误称、齿形角误差(齿顶变肥或变厚)、产生周期误差等。
滚齿加工精度分析
轴齿精度主要和运动精度、平稳性精度、接触精度有关。滚齿加工顶用控制公法线长度和齿圈径跳来保证运动精度,用控制齿形误差和基节偏差来保证工作平稳性精度,用控制齿向误差来保证接触精度。下面临滚齿加工中易泛起的几种误差原因进行分析:
齿圈径向跳动误差(即几何偏心)
齿圈径向跳动是指在齿轮一转范围内,测头在齿槽内或轮齿上,与齿高中部双面接触,测头相对于轮齿轴线的变动量。也是轮齿齿圈相对于轴中央线的偏心,这种偏心是因为在安装零件时,零件的两中央孔与工作台的回转中央安装不重合或偏差太大而引起。或因顶尖和顶尖孔制造不良,使定位面接触不好造成偏心,所以齿圈径跳主要应从以上原因分析解决。
公法线长度误差(即运动偏心)
滚齿是用展成法原理加工齿轮的,从刀具到齿坯间的分齿传动链要按一定的传动比关系保持运动的精确性。但是这些传动链是由一系列传动元件组成的。
它们的制造和装配误差在传递运动过程中必定要集中反映到传动链的末端零件上,产生相对运动的不平均性,影响轮齿的加工精度。公法线长度变动是反映齿轮牙齿分布不平均误差,这个误差主要是滚齿机工作台蜗轮副回转精度不平均造成的,还有滚齿机工作台圆形导轨磨损、分度蜗轮与工作台圆形导轨不同轴造成,再者分齿挂轮齿面有严峻磕碰或挂轮时咬合太松或太紧也会影响公法线变动超差。