
选择高地就是选择质量 公司电话:0632-5806100
18563225657
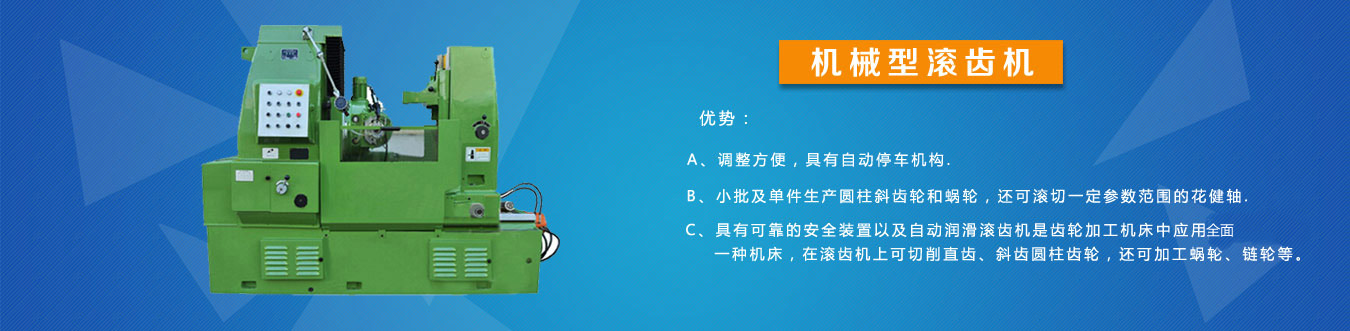
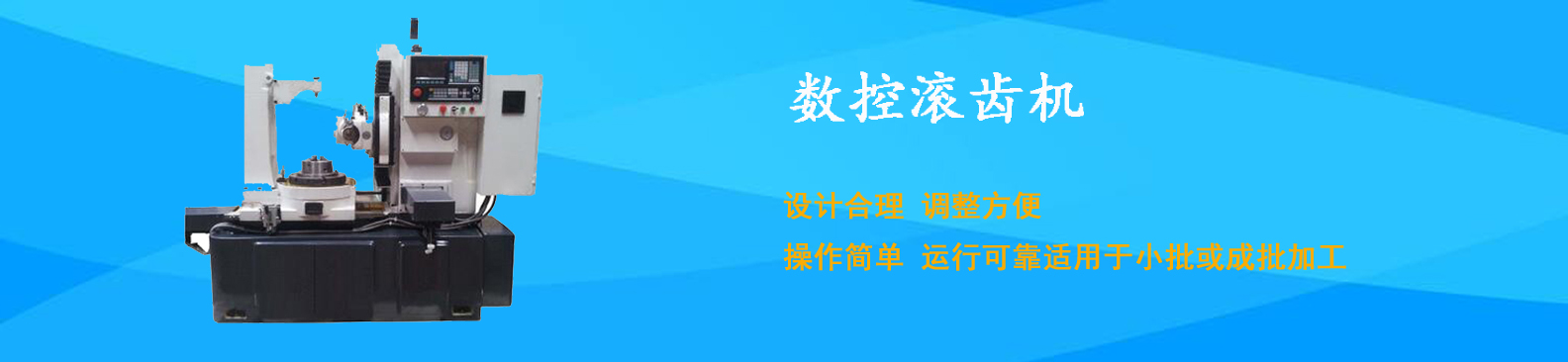

滚齿机英文名叫gear hobbing machine是齿轮加工机床中应用最广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。 用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。滚齿机又可分为卧式滚齿机、数控滚齿机、立式滚齿机等类型,滚齿机使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。
滚齿机滚齿时必须有以下几个运动:
1.切削运动(主运动) 即滚刀的旋转运动,其切削速度由变速齿轮的传动比决定。
2.垂直进给运动 即滚刀沿工件轴线自上而下的垂直移动,这是保证切出整个齿宽所必须的运动,由进给挂轮的传动比再通过与滚刀架相连接的丝杆螺母来实现。
3.分齿运动 即工件的旋转运动,其运动的速度必须和滚刀的旋转速度保持齿轮与齿条的啮合关系。其运动关系由分齿挂轮的传动比来实现。对于单线滚刀,当滚刀每转一转时,齿坯需转过一个齿的分度角度,即1/z转(z为被加工齿轮的齿数)。
在滚齿时,一定确保滚刀刀齿的运动方向与被切齿轮的齿向保持一致,然而由于滚刀刀齿排列在一条螺旋线上,刀齿的方向与滚刀轴线并不垂直。所以,必须把刀架扳转一个角度使之与齿轮的齿向协调。滚切直齿轮时,扳转的角度就是滚刀的螺旋升角。滚切斜齿轮时,还要根据斜齿轮的螺旋方向,以及螺旋角的大小来决定扳转角度的大小及扳转方向。
常见故障:
一、齿圈径向跳动超差原因:
1、后立柱导轨磨损或变形,使活动支架支撑顶尖中心与工作台旋转中心偏移。
2、工作台或锥孔拉毛、有凸点,造成工件安装偏移。
3、顶尖磨损,造成安装工件位置偏心。
二、加工齿面出现直波纹原因:多数是由于机床刀具、工件系数的钢性不好,滚齿时,产生一定频率的振动所造成。
1、由于滚刀心轴的锥套支撑磨损,造成间隙过大,使滚刀径向圆跳动超差。
2、由于刀轴轴向抗磨垫圈磨损,使刀轴轴向间隙过大,导致刀轴轴向窜动过大。
三、 加工齿面出现横波纹原因:
1、刀架滑鞍镶条磨损后,重新调整过紧。
2、工作台锥导轨副磨损不均,配合太紧。
3、刀架垂直进给丝杠安装精度超差。
4、刀架垂直进给丝杠及分度蜗杆推力轴承损伤。
上一篇:滚齿机调试安装注意事项
下一条:滚齿机的保养与运用范围